The target devices were packaged in a 32-pin QFN. The first part of the analysis was to sanding the entire package down to the middle of the device and polishing with diamond paste to get a quick overview of the die and packaging stack. (Shops with big budgets normally use X-ray systems for this.) There were a few scratches in the section from sanding, but since the closeups were going to be done on another die it wasn't necessary to polish them out.
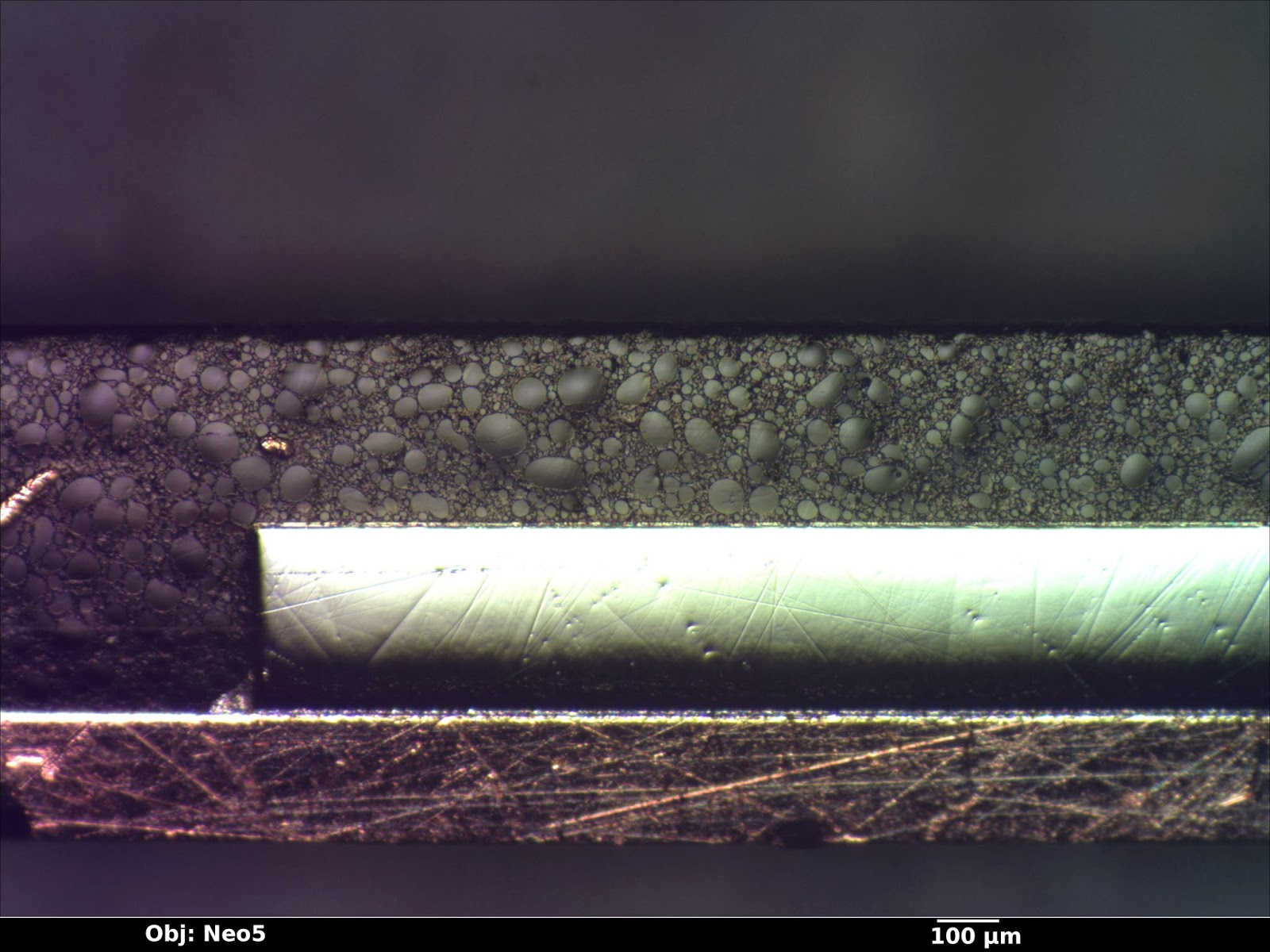 |
| Packaged device cross section |
 |
| Packaged device cross section |
Total die thickness including BEOL was just over 300 μm. From the optical image, four layers of metal can be seen. The whitish color hinted that it was aluminum rather than copper, but there's no sense jumping to conclusions since the next die was about to hit the SEM.
A second specimen was depackaged using sulfuric acid, sputtered in platinum to reduce charging, and sectioned using a gallium ion FIB at a slight angle to the east-west routing.
 |
| FIB cross section of metal stack |
- The overglass consists of two layers of slightly different compositions, possibly an oxide-nitride stack.
- The process is planarized up to metal 4, but not including overglass.
- Metal has an adhesion/barrier layer at the top and bottom and not the sides, and is wider at the bottom than the top. This rules out damascene patterning and suggests that the metal layers are dry-etched aluminum.
- Silicide layers are visible above the polysilicon gates and at the source/drain implants.
- Vias have a much higher atomic number than the metal layers, probably tungsten.
- Stacked vias are allowed and used frequently.
- Well isolation is STI.
M1 to M3 have pretty much identical stackups except for slight thickness differences: 100nm of Ti-based adhesion/barrier layer, 400-550 nm of aluminum conductor, then another barrier layer of similar composition. M4 is slightly thicker (850 nm aluminum) and the same barrier thickness.
The first overglass layer is the same material (silicon dioxide) as ILD; thickness ranges from slightly below the top of M4 to to 630 nm above the top. The second overglass layer has a slightly higher backscatter yield (EDIT: confirmed by EDS to be silicon nitride) and is about 945 nm thick.
M1-3 pitch is just over 600 nm, while the smallest observed M4 pitch is 1 μm.
 |
| EDS spectrum of wire on M4 |
A closer view of M3 shows the barrier metals in more detail. The barrier is a bit over 100 nm thick normally but thins to about 45 nm underneath upward-facing vias, suggesting that the ILD etch for drilling via holes also damages the barrier material. A small amount (around 30 nm) of sagging is present over the top of downward-facing vias.
Via sidewalls are coated with barrier metal as well, however it is significantly thinner (20 nm vs 100) than the metal layer barrier. The vias themselves are polycrystalline tungsten. Grain structure is clearly visible in the secondary electron image below.
(Note: The structure at left of the image is the edge of the FIB trench and stray material deposited by the ion beam and is not part of the actual device. The lower via is at a slight angle to the section so it was not entirely sliced open.)
 |
| M3 with upward/downward vias in cross section. |
 |
| EDS spectrum of M1-M2 via area |
Now for the most interesting area - the transistors themselves!
The cross section was taken down the center of the CPLD's PLA OR array between two rows of 6T SRAM cells. Two PMOS transistors from each of two SRAM cells are visible in the closeup below.
Contacted gate pitch is 920 nm, for total cell width (including the 1180 nm of STI trench) of 2.9 μm. Plan view imaging shows total cell dimensions to be 2.9 x 3.3 μm or 9.5 μm2. This is a bit large for the 180 nm node and probably reflects the need to leave space on M1 and M2 for routing SRAM cell output to the programmable logic array.
 |
| SRAM cell structure and PLA AND array after metal/poly removal and Dash etch. (P-type implants are raised due to oxide growth from stain.) |
Some variability in etch depth and sidewall slope is clearly visible on M1.
The polysilicon layer was hard to see in this view but is probably around 50 nm thick, topped by about 135 nm of cobalt silicide. (Gate oxide thickness isn't visible under SEM at the 180 nm node and I haven't yet had time to prepare a TEM sample.)
Source/drain contacts are made with a 70 nm thick cobalt silicide layer. All vias in the entire process appear to be about the same size (300 nm diameter) however the silicide contact pads are larger (465 nm).
Gate length is almost exactly 180 nm - measurement of the SEM image shows 175 nm +/- 12 nm.
 |
| Active area contacts and PMOS transistors |
 |
| EDS spectrum of active-M1 contact |
 |
| Closeup of PLA AND array after Dash etch showing PMOS and NMOS channels |
Overall, the process seems fairly typical except for its use of aluminum for interconnect. It was a fun analysis and if I have time I may try to do a TEM cross section of both PMOS and NMOS transistors in the future. My main interest in the chip is netlist extraction, though, so this isn't a high priority.
I may also do a second post on the Flash portion of the chip.
EDIT: Decided to post a plan view SEM image of the flash array active area. This is after Dash etch; P-type areas have oxide grown over them. Poly has been stripped. The left-hand flash area is ten bits wide and stores configuration for function block 2's macrocells plus a "valid" bit. The right-hand area stores configuration for FB2's PLA (including both the AND and OR arrays, but not global routing).
 |
| Plan view SEM of flash |
Oops, made a typo in the original post. The last image is 2T EEPROM, not 1T NOR flash as stated in the text.
ReplyDelete